The Latest At Valley Forge
As Published In The January 2016 Issue of Wind Systems |
Valley Forge & Bolt Mfg. Co. uses innovative bolting technology to revolutionize bolted joints with its new wireless load-monitoring capabilities. Starting from its patented load-indicating technology, Valley Forge is now taking it a step further in allowing the user to monitor the load on a critically bolted joint from a remote location.
The company’s well-known load-indicating technology started with the Maxbolt™ load-indicating fastener that continuously measures and displays the amount of tension in a bolt or stud. The fastener offers a simple method for accurate joint assembly and is the only product available for most applications that will continually monitor clamping force while the fastener is in service. Then the company introduced the SPC4™ load-indicating system, which allows the user to constantly monitor the clamp load of any SPC4 bolted joint by easily attaching a probe to the datum disc located on the end of the fastener. The user is able to read the value on a handheld battery-powered digital monitor with optional data gathering and storage of the bolted joint available.
Valley Forge’s newest technology has taken the patented SPC4 technology and made remote reading a reality. With the new wireless load-monitoring device, SPC4 fasteners are assembled with a small probe attached to the datum disc. This probe then remains with the fastener assembly while in service. The probe allows the load of the fastener to be relayed to a receiving station that can be located anywhere the user chooses. The receiving station displays the load as a percentage of the fastener’s total capacity, as designed for the specific application.
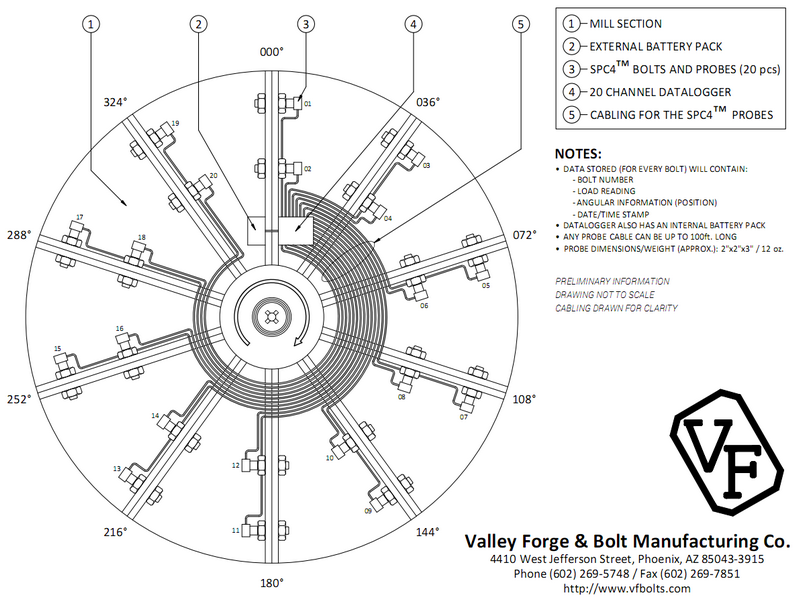
The Wireless SPC4 load monitor is now in the beta testing stages and is being applied on a large rotating piece of machinery. One system consists of four probes or channels with a wireless remote reader for fixed applications. No positional information is included in this system, but it has a long range of up to 2,000 feet in ideal conditions. It can be designed to use another wireless technology, but generally, the longer the range is, the shorter the battery life will be. Another system monitors and logs 20 probes or channels for rotating applications that can be attached to an optional wireless transmitter. The system can be equipped with an optional programmable 5-megapixel video camera to send alerts in unattended installations or automate some tasks. The range would be shorter than the previous system.
The configuration of this technology can be tailored to specific customer needs, including the number of channels, frequency of reading, battery life, auxiliary outputs, and data logging. Other capabilities include sensors relaying positional information of each fastener and real-time clock circuit, if time records are desired.

After the holidays screamed by in a tinsel and scrumptious sweets filled manor, everyone here at Valley Forge took the opportunity to slow it down for a day and reflect on the final quarter of 2015. The desert winter brought warm food and much discussion on our goals for the upcoming year. We have a few new focuses and recently revived past efforts to keep moving towards.
The semiannual meeting of F16 was held the week of November 16th in Tampa, Florida. Valley Forge was represented by committee member Glenn Snowberger who attended the main and subcommittee meetings.
ASTM F16 meets to update, review and establish new standards for fasteners. The various subcommittees meet over two (2) days during which ballot results pertaining to the proposed update or new standards are discussed. Any negative ballots from committee members are discussed and resolved, which can lead to a new round of balloting, before the standard is approved.
The closing meeting is the Main Committee Meeting, F16: Mechanical Fasteners. Each subcommittee chair reports on their respective efforts during the review process and any working group results. Of note was the announcement of the earlier approved new standard F3125 was not published in 2015, and will be available from ASTM in 2016. This standard, Specification for High Strength Structural Bolts (replacing A325 & A490), is now being referenced by some purchasers. It must be noted that the two (2) former standards will still remain within ASTM for years to come and will be valid references for purchases. It is recommend that this new standard be obtained and become a part of the Standards Library.
Several notable items from the meeting were as follows.
A dinner meeting honoring and recognizing Joe Greenslades was held on the occasion of his retirement as IFI Technical Director. He has held this position for years in addition to his serving on F16 committees and ISO committees for additional years.
A slate of nominees for Main Committee Officers was announced for the term beginning January 1, 2016 to December 31, 2017. The ballots were sent to all F16 voting members in late November. The results of the voting have yet to be announced.
A special presentation during the F16.96 Bolting Technology meeting was put on by Eric Straus of KEM Plate. It described a new surface treatment process called AmorGalv® which is an updated process of the old British process called Sherardizing. A visit to the Kem Plate website could be rewarding.
The next committee meetings will be held in May 2016.

VFB Interview With Carlos Recart of Protorq – Chile
VFB: Tell us what Protorq does.
CARLOS: We have been dealing with bolted connection of all kinds since 1995, working with a wide variety of providers that offer different technologies. Thanks to that fact, and our experience today, we could conclude that what really matters on any critical bolted joint is bolts tension rather than torque. Thereby today we are able to support any kind of critical bolted joint in mining, power generation, petrochemicals and refineries, and whatever industry, just because we know that we must put all focus and attention in to the bolt tension.
 VFB: How long have you been in the critical bolted joint business?
VFB: How long have you been in the critical bolted joint business?
CARLOS: Since 1995, so 20 years.
VFB: What are some of the interesting or unique things that you’ve gotten to see and do in your career?
CARLOS: Through the years we have seen and experienced many unique things, but I could say that all of them had something in common, that was to solve critical bolted joint problem. Let me tell a good one.
There was a mining company that contacted us because they were having cut bolts on a ball mill. In few words they stopped the mill every month to change 10 cut bolts, always at the same position. Besides the maintenance issue, stopping production every month means monetary costs. We end up showing the customer that they were just torqueing the bolts, and not considering any variables which affect the torque process. They were mostly not achieving the needed clamping load, which lead the bolts to getting cut because of fatigue. To solve the problem, and at the same time let them see what was wrong with their tightening procedure, we let them perform their torque procedure on SPC4 bolts. This showed them that the tension achieved on each bolt, just by relying on torque, wasn’t even close to the half of the needed clamping load. Then we finished the process by taking the SPC4 bolts to the right tension. This joint never failed again.
VFB: How did [you and] Protorq first get introduced to Valley Forge? How did the relationship start?
CARLOS: Well, it’s kind of a funny story.
In 2000, I was at the Expomin Mining Show in Santiago, Chile. Bret (Bret Halley, VFB’s CEO) was there to speak with a couple other representatives in liner bolts, etc. Long story short, I was asked to translate for Bret, and as he spoke to these representatives he didn’t seem to like them. While I was translating, I started to learn what they were doing and thought it was very interesting. I figured out that I should work with Valley Forge. And that’s how we came to start working together and began a long standing relationship with Valley Forge.
 VFB: How have Valley Forge’s products been beneficial to you and Protorq’s work?
VFB: How have Valley Forge’s products been beneficial to you and Protorq’s work?
CARLOS: First of all, let me thank Ron and Bret for all they have taught us about bolted joints through these 15 years working together.
The Valley Forge “SPC4 technology” has allowed us to open doors. Innovative new technology and good level of knowledge will always open any doors on any market.
The SPC4 technology is by far the easiest way to solve any critical bolted joint issue. To have the answer for any kind of bolted joint, on any kind of industry at your fingertips, that’s everything. What else we could ask for?
VFB: How are the load indicating fasteners changing the work that you do at Protorq?
CARLOS: If you look inside any segment of the industry, that are working with and understand critical bolted join behavior, there’s one thing in common for all of them: they are all focusing on the bolt tension. It’s easy to see how the technology used on critical fastener has changed the last 20 years, more and more people understand that to have a safe and reliable bolted connection, all the attention should be on the bolt tension. So to working with load indicating fasteners, for Protorq, is to be ahead in bolting technology. To be number one in the bolting industry. To be the reference when people care about bolts tension. To be able to help and solve customer bolting problems. To protect our customers assets.
 VFB: How is time saved with the use of load indicating fasteners as opposed to other methods?
VFB: How is time saved with the use of load indicating fasteners as opposed to other methods?
CARLOS: With SPC4 technology all you have to do is to easily plug the probe to the bolt, tighten it till you read the desired tension, and save pushing just one button. Let’s say that you make a mistake with load indicators, for us to go there and double check that everything is right or wrong is so easy, repeat the mentioned process.
With UT, first you need to up load all the fastener specifications to the unit, then add all the factors like temperature and stress. Then identify every bolt, bolt groups, separating them by length and position, then create the same groups in the unit. Then read and save every bolt length before installation, then on tightening process, before any reading, you have to measure temperature and keep doing it all through the process as temperature variation affects the readings. To make the story short with UT you will need qualified people and much more time. Not to mention that if for any reason you lose the original measurements, you have to do it all over again.
VFB: What is the highest altitude mine location that you’ve ever installed our bolts?
CARLOS: That would be 4,400 meters at Mina Collahuasi in Chile. And then Las Bambas in Peru at 4,600 meters.
VFB: What is the most beneficial way to install larger fasteners?
CARLOS: Let’s say from four inches and up, the best way to do it is using tensioners, as you are turning the nut free of tension avoiding friction, because all the tension is on the tensioner. For smallest sizes on critical joint SPC4 is our choice.
 VFB: What are the most common misconceptions with torque versus load in a bolted joint?
VFB: What are the most common misconceptions with torque versus load in a bolted joint?
CARLOS: Just what you said [laughter]!
The easy way to understand why most of people have this misconceptions is this: In all industries you will find two kinds of connections; welded connections and bolted connections. If you want to apply for any outage or new project, you must follow the requirement specified on the basis. But it’s kind of funny that if you read the basis, it’s a must that all the welders have to be qualified and certified (have to be traceable) on each particular welding process. On the other side, the people that will work on bolted joint are not even mentioned on the basis. That’s way people understand very little about bolted joints, nobody really cares. Everybody says bolts are so easy “right is to tight and left is to loose”, “a correct torque wrench it’s enough”… But when they start to learn, then they are able to see that there’s a whole world of difference between torque and tension. I could say that after 20 years, we are still learning.
Reprint Courtesy of Mechanical Engineering Magazine
| by Edward Hayman |
Three little balls serve as a hands-free backup wrench, eliminating the need for one during joint assembly.
As a thirty-year veteran of bolted flange joint assembly, I have witnessed many important improvements and also seen some gimmicks.
So I was skeptical when I heard about another washer, the Ball Lock Washer, advertised as eliminating the need for a ”backup wrench.” This is the second wrench needed when working a fastener that has a nut on each end. It holds one nut in place while the other is turned. The backup wrench usually pushes against another nut or the flange with the full force of the tightening torque. This often affords opportunity for trapping hands and serious injury. When tightening is complete, the wrench may have to be beaten with a very large hammer to free it from its locked position, creating another opportunity for injury. When loosening the bolt, the backup wrench can spin around and strike a hand.
I had seen other devices that were supposed to eliminate the backup wrench, but they didn’t work well. They failed to consistently hold the nut stationary, damaged the flange face, caused increased post-tightening joint relaxation, or could not be used in conjunction with through-hardened steel washers.
The Ball Lock Washer is a washer that has three balls mounted in it. The balls are thicker than the washer and protrude slightly on each side of it. You place the washer between the nut and the flange or between the nut and a through-hardened steel washer [THSW). When the nut and Ball Lock Washer are forced against the flange during tightening, the balls embed into the flange or the THSW and keep the nut from turning. The company that developed the washer, Valley Forge & Bolt Mfg. Co. of Phoenix, has applied for a patent on the design.
I decided to perform some rudimentary tests to see if it worked. I chose several %-inch Ball Lock Washers.
Using an electric impact wrench and hand torque wrenches, I tried the washers with %-inch and 5/8-inch B7 studs on piping flanges.
At the end of seven hours, this simple device proved without failure to hold the opposite nut stationary under many different conditions with both slow and fast tightening methods. It also held up adequately during the initial loosening process. The balls in the washers are completely embedded at about 25 percent of bolt yield, which, in most cases, will result in no additional post-tightening joint relaxation. The only damage to the fastener components or the flanges was three slight indentations. All tested washers were undamaged after repeated abusive uses.
Having a “hands-free” backup wrench translates into quicker assembly, fewer injuries, and more efficient bolt loading. Using the Ball Lock Washers also allows for the application of lubricant on both ends of the stud and therefore more opportunities for ample bolt load application during assembly and decreased opportunity for galling or seizing during disassembly.
BP”s Cherry Point Refinery in Washington has developed special procedures that include the washers. According to Mike Marriott of BP: “We were exploring methods to reduce hand injuries associated with having to manually hold back-up tooling in place as studs were being torqued from the opposite side. Ball Lock Washers, in conjunction with Maly B lubricant, both helped to prevent hand injuries during this event and should minimize the occurrence of difficult breakout torque scenarios in the future.” I believe Mike will not be disappointed upon dis-assembly either.
EDWARD W. HAYMAN is a consultant in flange joint assembly, and is a member of the ASME Pressure Technology Post Construction Committee and the Subcommittee on Flange Joint Assembly.
By Bret Halley, Chief Operating Officer
The process of mating a bolt and nut together in tension has a long history, there have been plenty of changes in design and standardizations, but in tightening – most bolts still get torqued in some fashion. From centuries old wooden manufactured bolts and nuts hand fitted together, to modern day alloys made to many standards, most problems dealt with in the fastener applications are not developing or maintaining the design load in the torqueing process.
When analyzed, the manufacturing process controls, all the various bolting standards, material selection and design of equipment – the engineering level is detailed, documented and quite effective. Fastener installation however, relying on measurement of twisting force rather than equipment design load being achieved, does affect equipment reliability in our world today. Valley Forge has seen application after application improve with some form of design load verification. Application which have used our MaxBolt™ or SPC4™ Load Indicating fasteners, have data logged and enjoyed an added benefit of real time joint loading. Knowing what load is present in the fastener, or entire joint, no matter what tensioning system is used to install, increases product reliability, speed of installation and safety. Inspection of load rather than torque is attained in seconds with some load indicating systems. The International Fastener Institute (www.indfast.org) equates “nearly 95% of fastener failures are the result of poor fastener selection or improper installation”. With technology changing in the last couple of decades, torqueing or wondering if a fastener is loaded to design, is “old school” compared to engineered products on the market in the 21st century.
Valley Forge & Bolt’s history in supporting customers has driven us into ways we can inspect for load rather than just installing to a torque value. Not only do we think tightening fasteners to a verified load is the best way to solve problems for customers, we are building the future with being able to supply customers with ways to verify fasteners are correctly loaded. Our patent list is growing with specialty products, all centered on solutions to increase the odds of actually achieving and maintaining design load. The vision and goal of Valley Forge building load indicating fasteners, faster, better and cheaper is becoming a reality.
The Clarkester™ Tester for proving torque develops load in mill lining systems, is now a stocked item at Valley Forge with demand and results in the mining community. Information on load rather than torque is being discussed more often and products are readily available from Valley Forge and various other suppliers. ASTM F 2482 has laid the base rules for product classified as Load Indicating Externally Threaded Fasteners. As more sites and application benefit with the use of load for installation over torque, we push for engineered manufacturing to drive cost out and open the market to more than bolts labeled as critical in application. Predictive maintenance with the use of load in the fastener is being tested with instigating cracks in loaded fasteners. There is more to do and tests are underway with Wired and Wireless systems, temperature limits of reading bolts (currently reading at 640 F) and gauges. The future of fasteners is loaded, and we look forward to moving away from being torqued!

