The Latest At Valley Forge
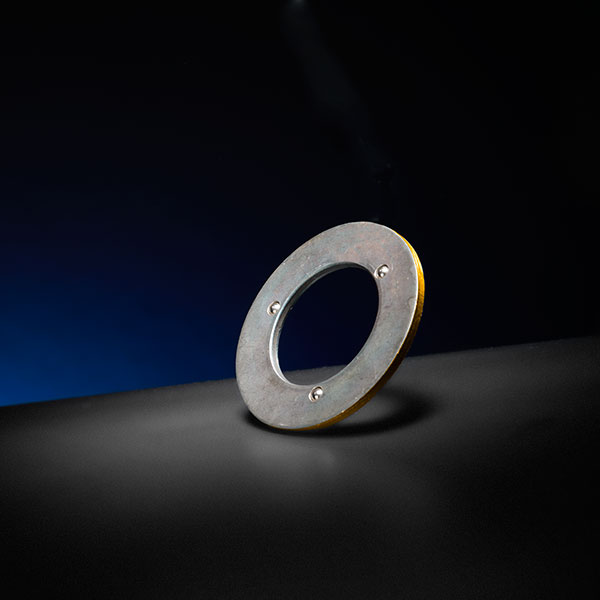 The Ball Lock Washer is a hardened washer that employs the use of hardened steel ball bearings that embed and grip into the flange face and nut bearing surfaces. This mechanical lock begins to occur during the hand tightening stage and is maintained throughout the tightening process. The length of time it takes to assemble a joint is greatly reduced since the operator can quickly maneuver a single tool around the flange. This unique system works both when tightening and loosening. This safety lock washer can be used under the nut when tightening the head, or used under the head when tightening the nut. The result is a hardened washer technology that eliminates the need for a backup wrench and the need for an operator to place his hands and fingers at risk in a pinch-point zone.
The Ball Lock Washer is a hardened washer that employs the use of hardened steel ball bearings that embed and grip into the flange face and nut bearing surfaces. This mechanical lock begins to occur during the hand tightening stage and is maintained throughout the tightening process. The length of time it takes to assemble a joint is greatly reduced since the operator can quickly maneuver a single tool around the flange. This unique system works both when tightening and loosening. This safety lock washer can be used under the nut when tightening the head, or used under the head when tightening the nut. The result is a hardened washer technology that eliminates the need for a backup wrench and the need for an operator to place his hands and fingers at risk in a pinch-point zone.
The use of backup wrenches accounts for a significant amount of lost time accidents in any industrial bolted joint setting. Pinched and severed fingers are commonly associated with the tightening or loosening of a bolted joint. When the hydraulic or pneumatic turning method overcomes the strength or balance of the operator who holds the backup wrench, the operator’s safety can be compromised. From a reliability standpoint, it is often the case that there is not ample clearance on the backside of the flange to install a backup wrench. In these cases, the operator typically turns the front nut until enough friction is naturally generated to hold the nut and tighten the fastener. This scenario does not give a high level of assurance that the fastener stress has been created in the joint and can often lead to joint failure and leakage. If a situation exists where the operator cannot access the backside of a flange because of clearance issues, the ball bearing washer’s technology allows the operator to safely and efficiently generate the fastener stress by locking the back nut.
“A Craftsman’s friend, an Engineer’s partner and a Safety Manager’s dream.”
– Lamons
 The Torque vs Tension Solution
The Torque vs Tension Solution
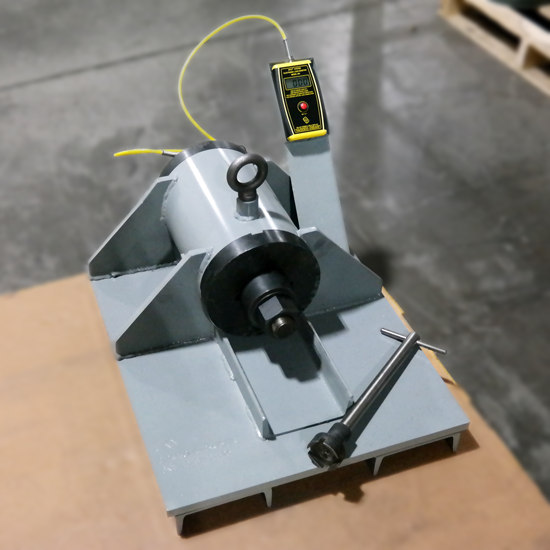
In the assembly of bolted joints, using torque as a measure of joint tightness has plagued the fastener industry. The Clarkester™ Bolt Tester was created to address this mystery.
Errors in target joint clamp load, or bolt tension, of up to 50% may result from using this dated tightening method. We at Valley Forge have worked diligently to create a bolt tension testing method to reduce these errors for our customers.
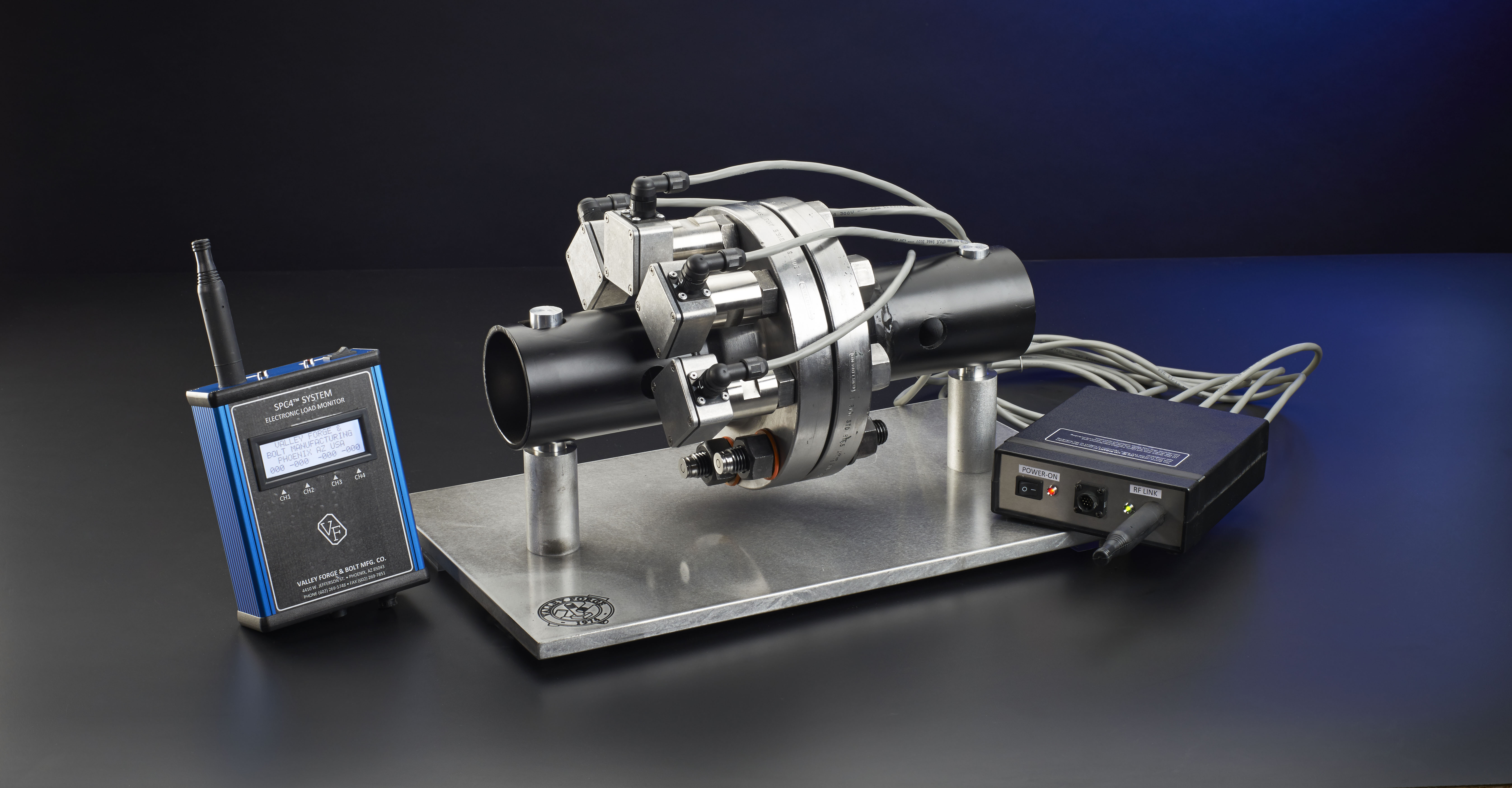
Accurate and reliable bolt tension measurement in the Clarkester™ bolt tension tool is assured using Valley Forge’s SPC4™ load indicating bolt, which can easily be verified for load accuracy.
Capacity
Clarkester™ Bolt Testers are available with a load capacity of up to 250,000 pounds and bolt sizes of 2 1/2”. In addition, torque capacity is considerably higher than that of currently available testers.
 Clarkester™ Bolt Tester Features
Clarkester™ Bolt Tester Features
- Interchangeable load plates for various head configurations, including hex head, square head and mill liner bolts.
- New and replacement parts supplied overnight.
- Dependable trouble-free operation without oil and pressure gauges.
- Eliminates inaccuracies of out of calibration pressure gauges.
- No reaction pins to shear.
- Easy and quick calibration of load cell using SPC4™ technology.
- Self check calibration ability to verify rebuilt tensioning tools.
With the Clarkester™ Bolt Tester, Torque-Tension relationships can be established for most tightening tools, including:
- Hydraulic torque wrenches
- Manual multipliers
- Electric and pneumatic multipliers
- Impact guns
- Torque Wrenches
CLARKESTER™ DEMONSTRATION
TORQUE VS TENSION
The mystery of torque versus tension has forever intrigued the engineers who have tried to apply this method of tightening on fastened assemblies. The engineers have the daunting task of taking into account the condition of the fastener. For example, are the fasteners rusty, clean, or lubricated? Will the fastener require lubrication prior to installation? These are only a few of the many possibilities that engineers must face when a critical joint is encountered.
HOW DOES TORQUE RELATE TO TENSION?
The biggest element in this equation is the coefficient of friction of a fastened assembly, or the ‘K’ Factor. Below are a few scenarios depicting a rusty, plain, and lubricated fastened assembly.
K Factor:
K = as low as 0.05
Lubed Assembly: Thread and head bearing surfaces covered with high performance lubricants or with anti-seize compounds.
K = 0.10 to 0.15
Additional Lubed Assembly: Additional lubricating coatings of oil, wax or dissimilar plating or hard washer.
K = 0.15 to 0.20
Plain & Clean Assembly: Dry, clean with thin film of oil.
K = as high as 0.35
Combinations of certain materials such as Austenite stainless steel screw/bolts.
Torque (ft-lbs) = Load Required (lbs) * Diameter (in.) * K Factor / 12
HOW THE CLARKESTER™ BOLT TESTER WORKS
In order to demonstrate the variability in Torque needed for any critical joint, and how our Clarkester™ Bolt Tester can help take the guess work out of this age old mystery, we have calculated the Torque needed for each of the above scenarios.
Lubed Assembly:
T = 30,000lbs * 0.75in. * 0.05 / 12
T = 93.75 ft-lbs
Additional Lubed Assembly:
T = 30,000lbs * 0.75in. * 0.10 / 12
T = 187.5 ft-lbs
Plain & Clean Assembly:
T = 30,000lbs * 0.75in. * 0.15 / 12
T = 281.25 ft-lbs
Rusty Assembly:
T = 30,000lbs * 0.75in. * 0.45 / 12
T = 843.75 ft-lbs
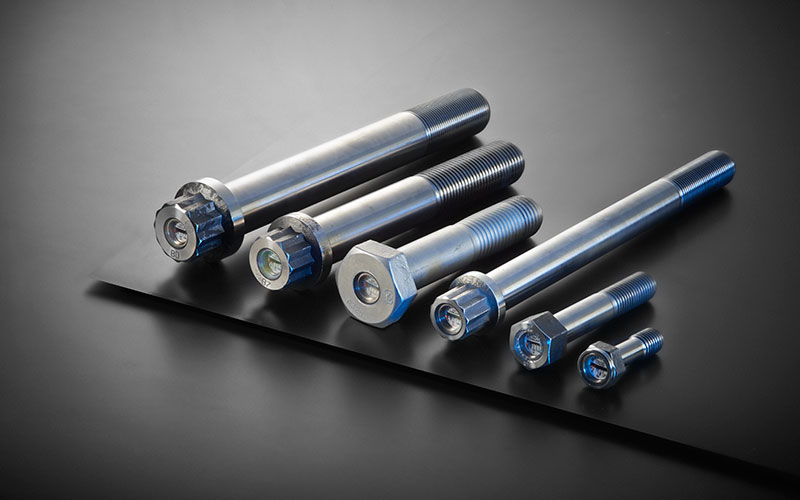 The Maxbolt™ is manufactured by inserting extremely accurate and durable load monitoring devices into high quality bolts and studs. The accurate assembly of this direct tension indicator and continuous monitoring capabilities reduces the potential for premature wear, expensive downtime, and catastrophic joint failure. In addition, load-indicating fasteners are compatible with conventional tightening and tensioning equipment and eliminate the need for costly ultrasonic, strain gages, and torque measuring devices.
The Maxbolt™ is manufactured by inserting extremely accurate and durable load monitoring devices into high quality bolts and studs. The accurate assembly of this direct tension indicator and continuous monitoring capabilities reduces the potential for premature wear, expensive downtime, and catastrophic joint failure. In addition, load-indicating fasteners are compatible with conventional tightening and tensioning equipment and eliminate the need for costly ultrasonic, strain gages, and torque measuring devices.
Now with this bolt tension gauge, even inexperienced operators can assemble complex bolted joints with uniform clamp loads within +/-5% of the design specification. Because measurements are based on tension, the inaccuracies of torque control are eliminated, ensuring optimum initial conditions before an assembly is placed into service.

The Maxbolt™ also provides in-service monitoring, which will warn users of any loosening in order to avoid premature wear, unnecessary downtime, or catastrophic failure. One quick glance is all it takes to check the clamp load status. Custom scales can show desired operating ranges using a green zone or pinpoint precise clamp load values. The Maxbolt™ Load Indicating System provides the ultimate safety and reliability in a bolted joint. The bolt tension gauge acts as a constant barometer of the integrity of the bolted joint and provides an added degree of protection for workers in hazardous environments. The load-monitoring device is sealed to withstand harsh environments and submersion, with models available to handle temperatures from -40°F to 180°F. At temperatures outside this range, we evaluate the application on a case-by-case basis.

Our Maxbolt™ Load Indicating Fasteners come in various shapes and sizes. They can be manufactured from standard ANSI materials or exotic materials. Each load indicating fastener is calibrated and tested to its proof load to ensure that its performance will meet the designed tension requirements of the application. In most cases, load-monitoring cartridges can be retrofitted into customers’ bolts.
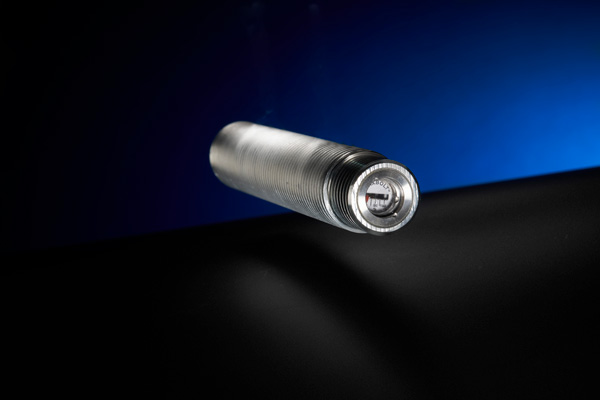
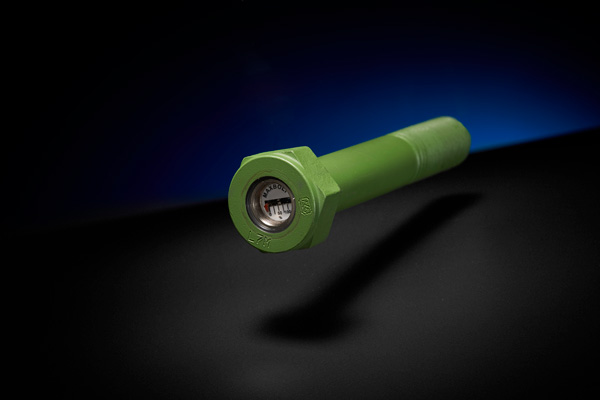
 The Maxbolt™ Knowledge, with its high visibility indicator, is capable of being seen at great distances. This direct tension indicator not only allows the user to more efficiently see when a bolted joint has lost tension from long distances but also gives you the knowledge to assess precisely when to re-tighten. This greatly improves safety and makes substantial savings in maintenance.
The Maxbolt™ Knowledge, with its high visibility indicator, is capable of being seen at great distances. This direct tension indicator not only allows the user to more efficiently see when a bolted joint has lost tension from long distances but also gives you the knowledge to assess precisely when to re-tighten. This greatly improves safety and makes substantial savings in maintenance.The concept was originally developed for Australian based Woodside Energy to use in their Appleton Cranes. The Maxbolt™ Knowledge has taken an already extraordinary product and technology and put it on an even more sophisticated level. With the Knowledge, there are now even more advantages than ever before.
First and foremost, the torque indicator bolts can be seen from much longer distances due to their increase in size and design, tested at 20 meters (image shown below). Also, the technical design of the white on black allows for superior readability in various lighting circumstances. Furthermore, the continuous scale on the tension indicating bolt allows users to assess the need for tightening on a scaled basis, as opposed to the competition’s go/no-go design.
This means that the user can easily see the change in load on a custom scale showing desired operating ranges. They can then determine exactly when the need for re-tightening is. This direct tension indicator vastly reduces the need for expensive downtime for re-tensioning in long-distance applications.

Our Maxbolt™ Load Indicating Fasteners come in various shapes and sizes. The direct tension indicator can be manufactured from standard ANSI materials or exotic materials. Each load indicating fastener is calibrated and tested to its proof load to ensure that its performance will meet the designed tension requirements of the application. In most cases, load-monitoring cartridges can be retrofitted into customers’ bolts.
Below is a VF video on the mysterious topic of Fastener Crosstalk using the Maxbolt®. Enjoy!
The Maxbolt™ is manufactured by inserting extremely accurate and durable load monitoring devices into high quality bolts and studs. The accurate assembly and continuous monitoring capabilities reduce the potential for premature wear, expensive downtime, and catastrophic joint failure. In addition, load-indicating fasteners are compatible with conventional tightening and tensioning equipment and eliminate the need for costly ultrasonic, strain gages, and torque measuring devices.
Now, even inexperienced operators can assemble complex bolted joints with uniform clamp loads within +/-5% of design specification. Because measurements are based on tension, the inaccuracies of torque control are eliminated, ensuring optimum initial conditions before an assembly is placed into service.
The Maxbolt™ also provides in-service monitoring, which will warn users of any loosening in order to avoid premature wear, unnecessary downtime, or catastrophic failure. One quick glance is all it takes to check clamp load status. Custom scales can show desired operating ranges using a green zone or pinpoint precise clamp load values. The Maxbolt™ Load Indicating System provides the ultimate safety and reliability in a bolted joint. They act as a constant barometer of the integrity of the bolted joint and provide an added degree of protection for workers in hazardous environments. The load-monitoring device is sealed to withstand harsh environments and submersion, with models available to handle temperatures from -40°F to 180°F. At temperatures outside this range, we evaluate the application on a case by case basis.
Our Maxbolt™ Load Indicating Fasteners come in various shapes and sizes. They can be manufactured from standard ANSI materials or exotic materials. Each load indicating fastener is calibrated and tested to its proof load to assure that its performance will meet the designed tension requirements of the application. In most cases, load-monitoring cartridges can be retrofitted into customers’ bolts.
The Maxbolt™ Knowledge, with its high visibility indicator, capable of being seen at great distances. It not only allows the user to more efficiently see when a bolted joint has lost tension from long distances, but gives you the Knowledge to assess precisely when to re-tighten. This greatly improving safety and making substantial savings in maintenance.The concept was originally developed for Australian based Woodside Energy to use in their Appleton Cranes. The Maxbolt™ Knowledge has taken an already extraordinary product and technology and put it on an even more sophisticated level. With the Knowledge, there are now even more advantages than ever before.
First and foremost, the indicator can be seen from much longer distances due to its increase in size and design, tested at 20 meters (image shown below). Also, the technical design of the white on black allows for superior readability in various lighting circumstances. Furthermore, the continuous scale on the larger indicator allows users to assess the need for tightening on a scaled basis, as opposed the competitions go/no-go design.
This means that the user can easily see the change in load on a custom scale showing desired operating ranges. They can then determine exactly when the need for re-tightening is. This vastly reducing the need for expensive downtime for re-tensioning in great distance applications.
Our Maxbolt™ Load Indicating Fasteners come in various shapes and sizes. They can be manufactured from standard ANSI materials or exotic materials. Each load indicating fastener is calibrated and tested to its proof load to assure that its performance will meet the designed tension requirements of the application. In most cases, load-monitoring cartridges can be retrofitted into customers’ bolts.
Below is a VF video on the mysterious topic of Fastener Crosstalk using the Maxbolt™. Enjoy!
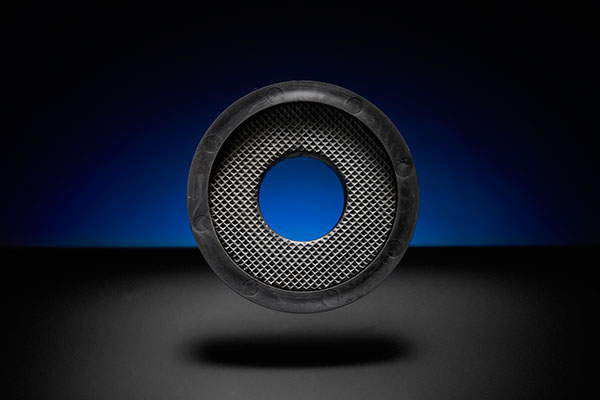 When grinding mills age, the location of the liner bolt nuts in the shell can become worn. This can cause slurry leakage. Slurry leakage is a real problem. It cuts through the shell and makes the leak grow and grow: a vicious cycle. Using our Pitbull™ Torque Liner Washer can mitigate any more damage from happening until there can be a complete repair of the hole created by a bolt boring around.
When grinding mills age, the location of the liner bolt nuts in the shell can become worn. This can cause slurry leakage. Slurry leakage is a real problem. It cuts through the shell and makes the leak grow and grow: a vicious cycle. Using our Pitbull™ Torque Liner Washer can mitigate any more damage from happening until there can be a complete repair of the hole created by a bolt boring around.
Our Pitbull™ Liner Washer grips and holds like no other washer can. This sealing washer with teeth is one of our most popular washers because it holds like a “pitbull’s bite”, and provides that stable platform needed in worn areas. In addition, for bolt diameters of 1 ¼”, 1 ½”, 2″ (M48 and M52), we even have an Oversized Pitbull™ made to cover a badly worn bolt hole area, on the shell.
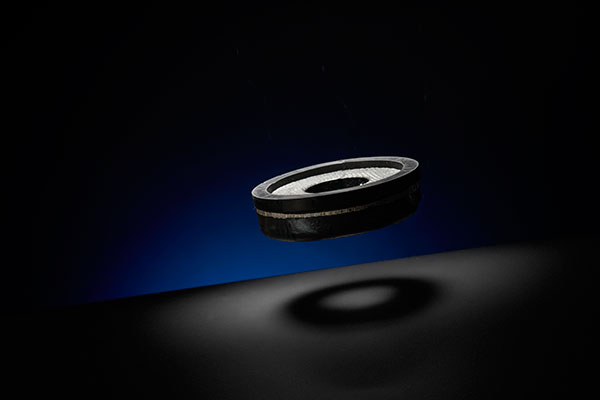
Our newest creation, in this respect, is a Double Sided Pitbull™ Liner Washer. This washer with teeth was developed because, often times, a liner bolt is not initially manufactured long enough to allow for both the Pitbull™ Torque Liner Washer and the Two Piece Sealing System to fit. Then, when an enlarged shell hole occurs as the mill ages, and needs a Pitbull™, the liner bolt must be replaced with a new, longer bolt to accommodate both systems. Now there is another option. The Double Sided Pitbull™ is the solution to accommodate both systems without requiring an entirely new, longer bolt.
Effective Bolt Stabilization
 The original Ridgeback® Liner Bolt was designed by our engineers to solve bolting problems that users were encountering when liners were installed.
The original Ridgeback® Liner Bolt was designed by our engineers to solve bolting problems that users were encountering when liners were installed.
With standard bolts, there is a 1/8” all-around clearance between the bolt and the liner; therefore, when the bolt is installed, it rests on two points and is not stable. To stabilize the assembled joint, our engineers designed ridges along the taper section of the bolt to conform to the tapered surface of the liner hole when assembled. These ridges plastically deform during assembly to take the individual shape of the tapered liner seat and bolt seat, creating a solid surface to tighten against. A firmly seated bolt creates a solid surface to tighten against, reducing or eliminating the need to re-tighten bolts and saving hours of expensive downtime.
THE REVOLUTION CONTINUES
The Sealing Mill Liner Bolt and Sealing Mill Ridgeback® products have all the same great features of the originals, but can now offer an even higher level of resilience with sealing capability not found anywhere else. These mill liner bolt technologies have been patented and available since late 2015. Please contact us if you would like to view a case study.
Advantages
- Prevents ‘racing’ caused by leakage of slurry through bolt holes.
- Eliminates the possibility of point loading at the base of the liner pocket, and instead, distributes a controlled percentage of load along the entire circumference of the pocket base.
- ‘Dampening’ effect provided by the bushing aids in absorbing load under impact, and prevents self-loosening.
- Has been proven to perform better than a standard ball mill liner bolt in field applications.
THE ORIGINAL RIDGEBACK®
Our original Ridgeback® is still used worldwide to solve liner issues.
The Ridgeback® liner bolt head increases the contact surface by conforming to the shape of the tapered surface of the liner hole. In conventional liners, the oval radius of the bolt is about 15% less than the oval radius of the liner. These differing geometries lead to only a line contact on either side of the head. Furthermore, any difference between the taper angles of the bolt and liner will reduce the contact area from a line to a point. Small contact area leads to high local stresses, which plastically deform when the mill is put in service. This plastic deformation causes premature loosening and makes frequent retorquing necessary. To solve this problem, as the Ridgeback® is tightened, projecting ridges plastically deform during assembly, not afterward, to take the individual shape of the tapered liner seat. By establishing a greater contact surface during assembly, the anti-loosening bolts will maintain preload longer and can eliminate the need for retorquing.
 In addition, we have the capabilities for our load indicating technologies to be built into any ball mill liner bolts. This means that not only can you find a perfect fit for your liner bolts, but you can make sure they are loaded correctly and even monitor them wirelessly. To learn more about these technologies, visit our SPC4® Load Indicating pages.
In addition, we have the capabilities for our load indicating technologies to be built into any ball mill liner bolts. This means that not only can you find a perfect fit for your liner bolts, but you can make sure they are loaded correctly and even monitor them wirelessly. To learn more about these technologies, visit our SPC4® Load Indicating pages.
Advantages
- Holds liners more securely than conventional liner bolts
- Head shape conforms to liner pocket for a better fit
- Needs retorqued only once to assure a secure fit
- Helps prevent costly downtime, increasing profits
- An upgrade that is priced to compete with standard liner bolts

Technical
The Ridgeback® mill liner bolt head increases contact surface by conforming to the shape of the tapered surface of the liner hole. In conventional liners, the oval radius of the bolt is about 15% less than the oval radius of the liner. These differing geometries lead to only a line contact on either side of the head. Furthermore, any difference between the taper angles of the bolt and liner will reduce the contact area from a line to a point. Small contact area leads to high local stress, which plastically deforms when the mill is put in service. This plastic deformation causes premature loosening and makes frequent retorquing necessary. To solve this problem, as the Ridgeback® is tightened, projecting ridges plastically deform during assembly, not afterward, to take the individual shape of the tapered liner seat. By establishing a greater contact surface during assembly, the anti-loosening bolts will maintain preload longer and can eliminate the need for retorquing.

 Get a Read on Clamp Load
Get a Read on Clamp Load
The integrity of a bolted joint is jeopardized when fasteners lose their tension. This loss of clamping force begins during assembly due to elastic interactions and joint relaxation. Self-loosening continues when the joint is put in service due to vibrations, shock, temperature changes, embedment, etc.
Among its many benefits, the SPC4® Load Indicating System enable users to measure fastener tension locally or remotely using special analog, digital, wired, or wireless meters and sensors so that users know exactly which bolts or studs have lost their clamp load. This results in a tremendous saving of maintenance time, money, and replacement parts. For a minimal investment, the SPC4® offers maximum joint integrity with optimum performance.
Wireless & Data Logging Models
Now introducing Wireless Load Monitoring and Data Logging System with the SPC4® technology. Designed to your specific application, the wireless and data logging capabilities are tailored to your needs. Contact us today to receive a product specification sheet with all the possibilities for your application.
The wireless assembly uses digital probes attached to each fastener to read and relay load information in real time. The configuration of relay and receiving stations is designed completely to your application. Therefore, all of the following and much more depend on your specific needs; connection type, distance, probe sampling, battery life, positional information, network cameras, and programmed maintenance alerts. To speak with a fastening expert on how this load tracking system can be implemented as a solution to your application, please contact us today. Specification sheets are available at your request.
 SPC4® Meters
SPC4® Meters

With multiple models to choose from, there’s an SPC4® Meter for every application featuring portable and pocket-sized options with both analog and digital reading capabilities. Each SPC4® Reader displays bolt load (joint clamp load) as a percentage of its proof or yield load based on your parameters. There are optional abilities to electronically control the installation tool to a pre-set clamp load, as well as data storage and upload for analysis capabilities.
SPC4® Advantages
- Save time and money
- Improve safety and performance
- Increase speed and repeatability for installation of bolted joints
- Reduce inspection times
- Continuously monitor clamp load
- Eliminate torque based measurements
- Install fasteners to correct preload with ease regardless of skill level
- Field verification of calibration via certified gage block with each meter
 Technical
Technical

A fastener is modified by machining a small hole into the head. Minimal modifications to the load indicating bolt assure basic bolt design integrity. A gage pin is then inserted into the hole and secured at the bottom. Next, a datum disk is fitted on the top of the bolt head and forms a flat surface with the top of the gage pin when the bolt is unloaded. When the load indicating bolt is tightened, it elongates and the gauge pin is drawn into the bolt away from the datum disk surface. A portable electronic displacement transducer measures the distance between the datum disk surface and the tip of the gage pin. The elongation of the bolt is then correlated to the joint clamp load via our electronic or mechanical hand-held load monitoring system.

Standard & Custom Fastener Options
We manufacture to American standard and metric specifications. Here at Valley Forge, we forge standard and custom bolts from ½” up to 4” in diameter and from 2” up to over 10 feet in length.
We can use all steel grades, including stainless steel and other specific materials. In addition, our in house tooling department is able to design any head shape specification that you need, an exceptional ability we take great pride in.
The head shapes that we offer are endless due to the in house tooling capabilities as stated above, but here are some readily available options:

- Hex head, heavy hex bolts, and capscrews
- Square head, heavy square bolts, and capscrews
- Elliptical head
- Oval head
- Round head
- Interface fit bolts
- Socket head bolts & capscrews
- Twelve point flange bolts & capscrews
- Studs
- Special nuts
- Drag chain link pins
- Round and square head countersunk bolts
- Large wheel studs
- T-head bolts
- Eye bolts and knife bolts



Standard & Custom Fasteners Materials
When it comes to materials we have the experience to meet your needs. These include but are not limited to:
SAE J429: Grades 2, 5 and 8
SAE J995
SAE J58
AMS H 6875
AMS 2750
ASTM A193, Grade B7, B16
ASTM A320
ASTM A325
ASTM A354, Grade BC, Grade BD
ASTM A449
ASTM A490
ASTM A574
ASTM A194
ASTM A563
ASTM F436
International Organization for Standardization
ISO 898-1
ISO 898-2
ISO 4014
ISO 4032
ISO 4762
ISO 8673
Federal Standard
FED STD H28
German Institute for Standardization
DIN 931
DIN 933
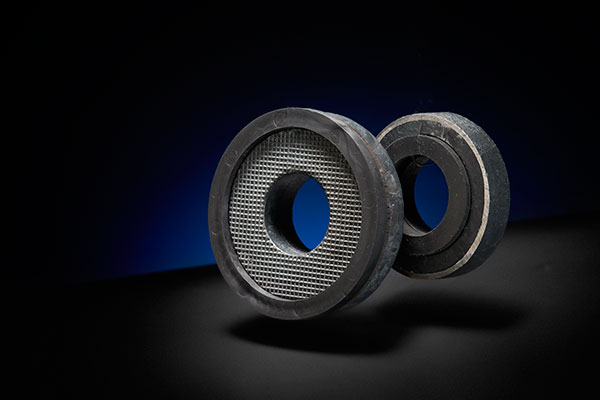
With the VF Two-Piece Washer: Mill Sealing System, the counter bore forms a pocket to contain the outer diameter of the neoprene sealing washer. The metal sealing washer is thicker than the counter bore depth and protrudes out of the forged washer. This is by design and meant so that when squeezed, a seamless seal will form around the liner bolt threads and at the shell face giving a leak free, tight system when properly installed.
The neoprene washer is meant to squeeze until the thick forged washer outer ring becomes solid against the shell, at approximately 150 foot-pounds of torque.


Once sealed, the bolt load will transfer directly through the forged sealing washer and the mill shell. Therefore, supporting any load capacity within the given range of your fasteners in your mill sealing system.
You know the grade of your liner bolts, now, with Valley Forge, you can know the grade your liner bolt sealing system will support. Manufactured right here in our own modern facility, we use high grade domestic steel, hot forge, and stock all common sizes to meet your sealing washer needs.
