By Mircea Iclozan, Senior Hardware Design Engineer
Billions (trillions?) of bolted joints hold together the world we live in. The project designers base calculations on numbers they know can be achievable in the field, or they think they know, when it comes to bolts being installed to design. However, because we live in an imperfect world, the variations and variables will always exist and designers must do their best to compensate for fasteners being installed poorly or correctly, but not achieving design load.
An old military saying goes, “on the battlefield, anything you do can get you killed; and that includes doing nothing”.
What does this have to do with load indicating fasteners and bolting? Maybe more than we think.
If we look around, we do not often see wondrous structures crumbling to the ground, bridges falling into the rivers, or more spectacular and frightening failures. The sky isn’t falling yet, but this does not mean that everything is perfect. Maintenance crews and engineers will agree, without constant and regular maintenance, all these “wonders” would quickly cease to be so “wondrous”.
One small, but very important, and sometimes overlooked detail, is how tight the bolts holding joints together really are.
Most of the time, the fasteners are installed using a torque setting or limiting type of tool and hoping that the loads attained will be as expected. Unfortunately, in the real world, the torque method, while relatively cheap and easy to implement, could leave you with a 30 to 40% deviation from the expected value.
 One of the most important questions to ask is how much, and more importantly, how repeatable, over time and the number of bolts of that torque value is “lost” to friction? This is important so a user can theoretically compensate. We are talking about friction between the nut and the surface the nut is tightening against: nut and bolt. Why? Because, while tightening, most of the energy going into clamp force is lost to friction. Only about 10% of the energy is leftover for clamp load. Another set of important questions could be asked about joint relaxation and about bolt crosstalk, but we will save these for another time.
One of the most important questions to ask is how much, and more importantly, how repeatable, over time and the number of bolts of that torque value is “lost” to friction? This is important so a user can theoretically compensate. We are talking about friction between the nut and the surface the nut is tightening against: nut and bolt. Why? Because, while tightening, most of the energy going into clamp force is lost to friction. Only about 10% of the energy is leftover for clamp load. Another set of important questions could be asked about joint relaxation and about bolt crosstalk, but we will save these for another time.
The reason why we’re using bolts and bolted joints is because they offer us a way to clamp objects together. So, noticeably, it’s the clamping force or clamp load that is of utmost interest to us.
Using torque tables and values, and trying to correlate these to reach a theoretical clamp value, really does not make much sense. Not these days anyways, with numerous much better alternatives. It’s relate-able to trying to drive a car, blindfolded and having somebody in the passenger seat telling you how you should drive an ever-changing road: “A little more to the left here, slow down there, take a hard right in about 3 seconds…” While being feasible, it is doubtful that anybody would think about this process as reliable or desirable.
If we are interested in clamp load, then we should directly measure clamp load! This can be done using an electronic instrument that is also capable of logging the data being measured for further analysis or troubleshooting purposes. Knowing exactly what the clamp load is, either static or dynamic, in each and every case could even reduce the need for over-sizing and over-dimensioning, giving us lighter, but at the same time, stronger assemblies and structures: inevitably saving money and precious resources. Enter the newest addition to our SPC4™ Load Indication System: data logging and remote monitoring.
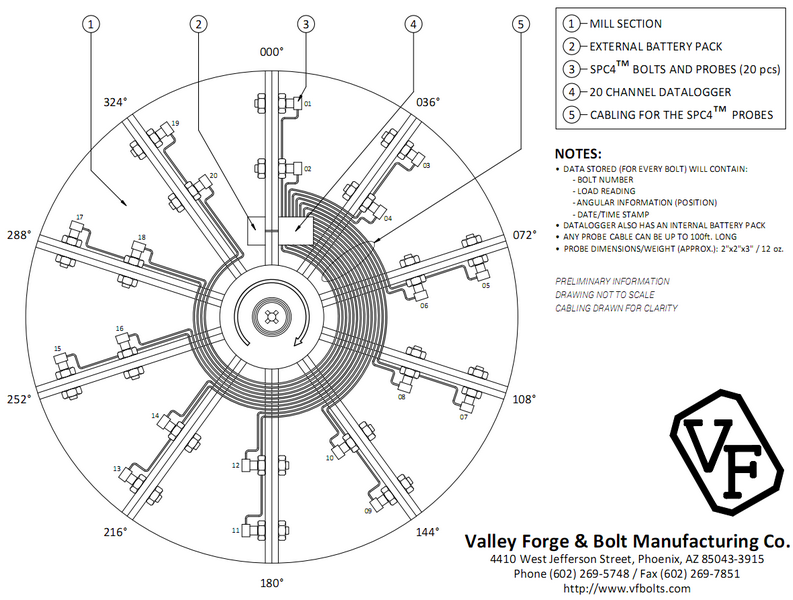
We designed and built this assembly intended to be mounted on a rotating mill or other rotating hardware, which will monitor and log the data from 20 load indicating bolts. At the same time, the assembly will monitor and log each fastener’s positional (angular) information. The system does not necessarily have to be mounted on a mill, and the number of bolts can be different. The final platform can be developed for a modular and extensible application as well. We specialize in providing quality solutions for industrial fastening applications and that is precisely what this data logging and remote monitoring system does.
The assembly contains a Real Time Clock (RTC) which stamps all the readings with a date and time when the reading was taken. The speed/acceleration of the bolts, at the time of reading, can also be documented. All the readings are saved on a SD card that is mounted in the data-logger and can be removed and read on a computer after the data acquisition phase is over. The data from each bolt is saved into a separate, clearly named file and is in a coma-delimited format that is Excel® friendly. Each file contains the same type of fields: date and time when that particular reading was taken, the load information the bolt was seeing at the specific time and the angular information. The final number of samples can be quite large depending on how long the data-logger is left to run. After importing all data to Excel, it is quite simple to setup a filter to only show specific load boundaries that the customer is interested in.
Other customers may seek a way to access the logged data in real time or check on what is going on from a remote location. The system has the capability to do this from the project site or from where the company headquarters is located. This system can be equipped with an optional wireless transceiver (Wi-Fi) that relays data over the network through an Access Point that is responsible for creating the whole sub-local network, to either a local PC or an already existing on-site local network. Another option, for places without wired Internet access, or for a “moving” platform, would be to use a cellular modem and take advantage of data transmission capability over the cellular network.
The data logging assembly is equipped with wireless programmable video camera(s) that send alerts or determine the need to automate tasks when some expected or pre-defined conditions are or are not met. Also, the local PC could be used to control external loads to perform the intelligent, automated tasks. This option is very useful for remote/unattended sites. Having all this information instantly available on the Internet using secure communication channels and logins is very beneficial to assist in troubleshooting and maintenance/warranty tasks. The way the data is formatted and displayed will be tailored to each application, the images included are examples.
In conclusion, as bolting experts, our priority should be striving to improve our procedures and eliminate as many as possible variables in order to make sure we are getting the results we expected. Using torque in critical assemblies, without measuring and monitoring the final clamp load while still in use, is an outdated method.
Sources (further reading)
Research Council on Structural Connections
http://www.boltcouncil.org/
The Research Council’s Specifications have been endorsed by the Industrial Fasteners Institute and endorsed and published by the American Institute of Steel Construction, and they form the basis of the technical requirements of other national standards.
Guide to Design Criteria for Bolted and Riveted Joints
http://www.boltcouncil.org/files/2ndEditionGuide.pdf
Torque Trade-Offs
http://www.assemblymag.com/articles/85410-torque-trade-offs
Torquing for Tightness
http://www.assemblymag.com/articles/82787-torquing-for-tightness
Fastening: How Tight Is Tight?
http://www.assemblymag.com/articles/84026-fastening-how-tight-is-tight
Torque Measuring Wrench Patent (US 2074079 A)
http://www.google.com/patents/US2074079